はじめに
深穴加工において、加工穴の「深さ(L)」と「径(D)」の比であるL/D比は、加工難易度を測る最も基本的な指標です。一般的にL/D比が10を超えると「深穴加工」と呼ばれ、この値が大きくなるほど加工の難易度は飛躍的に上昇します。
自動車のコモンレール部品、航空宇宙分野のタービンブレード冷却穴、医療用骨接合プレートのスクリュー穴、金型の冷却水管――。これらの部品に共通するのは、高いL/D比での精密な深穴加工が求められるという点です。
本記事では、L/D比が高い深穴加工で発生しやすい課題を体系的に整理し、それぞれの対策と解決策を実務の視点から解説します。
L/D比とは何か ─ 深穴加工の難易度を決める基本指標
L/D比は、加工する穴の深さ(Length)を穴径(Diameter)で割った値です。
L/D比 = 穴の深さ(mm)÷ 穴径(mm)
たとえば、φ3mmの工具で深さ150mmの穴を加工する場合、L/D比は50となります。
一般的な目安として、以下のように分類されます。
| L/D比の範囲 | 分類 | 加工難易度 |
|---|---|---|
| 〜5 | 通常のドリル加工 | 低 |
| 5〜10 | やや深い穴 | 中 |
| 10〜30 | 深穴加工 | 高 |
| 30〜50 | 高難度深穴加工 | 非常に高 |
| 50以上 | 超高L/D比加工 | 極めて高 |
L/D比が高くなると、穴曲がり・内面粗さの悪化・工具摩耗の加速・切りくず排出不良など、さまざまな課題が複合的に発生します。
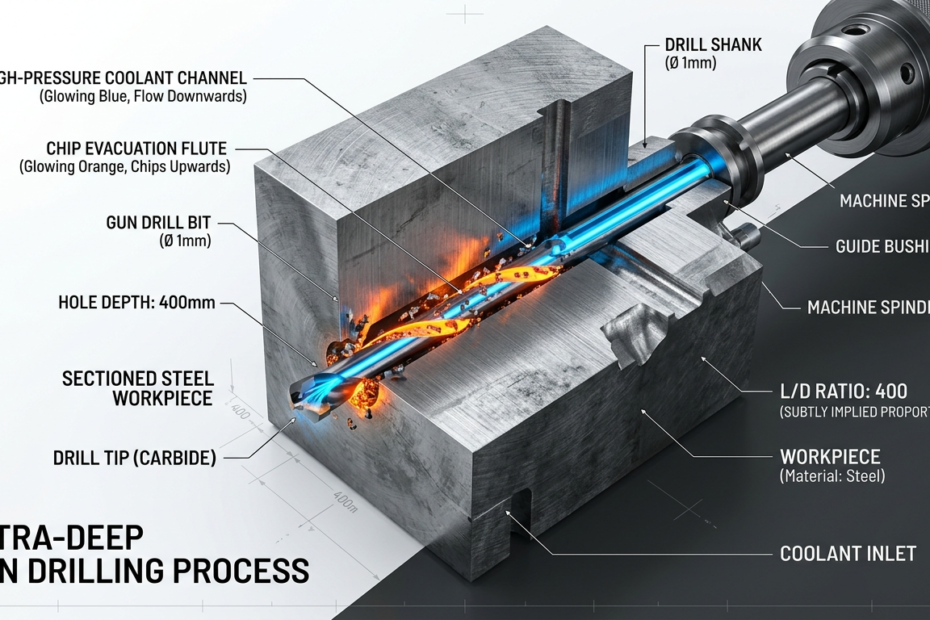
なお、ハイタックのガンドリルマシンでは**φ1mm×深さ400mm(L/D比400)**という、業界でも格段に高いL/D比での穴あけ加工を実現しています。一般的にL/D比50以上が「極めて高難度」とされる中、L/D400はその8倍にあたる異次元の領域です。この桁違いの加工能力は、機械剛性・クーラントシステム・振動制御のすべてを深穴加工に特化して設計した専用機だからこそ成し得るものです。
次章以降では、高L/D比の深穴加工で発生しやすい課題を一つずつ掘り下げていきます。
課題1:穴曲がり(偏心・ドリフト)
なぜ起きるのか
L/D比が高い加工では、工具(ガンドリル)のシャンク部が長くなるため、切削抵抗による工具のたわみが発生しやすくなります。たわんだ状態で切削が続くと、穴の進行方向が設計中心軸からずれていく「穴曲がり」が生じます。
穴曲がりの主な原因は次のとおりです。
- 工具のたわみ:シャンクが長いほど、わずかな切削抵抗の不均一で軸がブレる
- 被削材の組織ムラ:鋳造品や鍛造品では、材料内部の硬さのバラつきが工具を偏向させる
- パイロット穴の精度不足:入口の案内穴(パイロット穴)が傾いていると、加工全体が影響を受ける
- 切削条件の不適切さ:送り速度が高すぎると、偏心力が大きくなる
対策
① パイロット穴加工の精度向上 深穴加工の精度は、最初の数mmで決まるといっても過言ではありません。パイロット穴にはリーマ加工済みのブッシュを使用し、工具の初期案内を確実に行うことが重要です。
② 最適な回転数・送り速度の設定 L/D比が高くなるほど、送り速度を抑えめに設定するのが基本です。特にL/D比30以上の領域では、通常条件の60〜70%程度の送りに落とすことで穴曲がりを大幅に抑制できます。
③ 高剛性機械の使用 機械本体の剛性が不十分だと、加工中の振動が穴曲がりを増幅させます。ガンドリル専用機は主軸・ワーク支持部が深穴加工に最適化されており、汎用機とは精度面で大きな差が出ます。
課題2:切りくず排出の困難
なぜ起きるのか
深穴加工では、切削点で生成された切りくずを穴の入口まで確実に排出する必要があります。L/D比が高くなると排出経路が長くなるため、切りくずが穴内部に滞留・詰まりやすくなります。
切りくず詰まりが発生すると、切削抵抗の急上昇、工具の折損、内面のキズ(二次切削痕)、さらには穴曲がりの原因にもなります。
対策
① 高圧クーラントの適用 ガンドリル加工では、工具内部の油穴を通じて切削点に高圧のクーラントを供給し、切りくずを穴の外へ押し流す方式が標準です。L/D比が高い加工では、クーラント圧力を7〜15MPa程度まで高めることで排出性を確保します。
② 切りくず形状のコントロール 送り速度とクーラント流量を適切に組み合わせることで、切りくずを細かく分断し、排出しやすい形状にコントロールします。連続した長い切りくず(流れ型)は詰まりの原因になるため、短く切断された「C型」や「コンマ型」の切りくずが理想です。
③ 工具のV溝(フルート)設計 ガンドリルのV字型フルートは切りくず排出の生命線です。加工条件に合った適切なフルート角・幅の工具を選定することが、安定した加工の前提条件となります。
課題3:内面粗さ(面粗度)の悪化
なぜ起きるのか
L/D比が高い深穴加工では、加工中の微振動(びびり)や切りくずの二次接触が発生しやすく、穴内面の表面粗さが悪化する傾向があります。特に穴の奥側ほど工具の振れが大きくなるため、入口付近と奥部で粗さに差が出ることも珍しくありません。
対策
① 防振対策 工具・ワーク・機械の固有振動数が切削周波数と一致すると共振が発生し、内面粗さが著しく悪化します。ワーク保持方法の見直しや、工具突き出し長さの最適化が有効です。
② ホーニング仕上げの併用 ガンドリル加工後にホーニング加工を施すことで、内面粗さをRa 0.4μm以下に仕上げることが可能です。油圧シリンダーのボア加工などでは、深穴加工+ホーニングの工程設計が標準的です。
③ クーラント管理の徹底 クーラントの濃度・温度管理が不十分だと、潤滑性能が低下して面粗さが悪化します。特に長時間連続加工を行う場合は、クーラントの定期的な濃度チェックとフィルタリングが不可欠です。
課題4:工具摩耗・折損
なぜ起きるのか
L/D比が高い加工では、1穴あたりの加工時間が長く、工具にかかる累積負荷が大きくなります。加えて、穴奥部ではクーラントの到達効率が低下し、切削点の温度が上昇しやすいため、工具摩耗が通常よりも早く進行します。
さらに、切りくず詰まりによる急激な負荷変動や、穴曲がりに伴う工具の無理な曲げ応力が加わると、シャンクの折損に至るリスクもあります。
対策
① 工具材種・コーティングの選定 被削材に応じた適切な超硬合金グレードと、最適なコーティングを選定することで、工具寿命を大幅に延長できます。ガンドリルではチタンコーティング(TiN / TiAlN等)とアルミナ(Al₂O₃)コーティングに対応しており、被削材の種類や加工条件に応じて使い分けることが可能です。チタン系コーティングは耐摩耗性と耐熱性に優れ、鋼材やステンレスの加工に広く適用されます。一方、アルミナコーティングは高温環境下での化学的安定性が高く、高速切削や難削材加工での工具保護に効果を発揮します。難削材(インコネル・チタン合金など)の場合は、これらのコーティングと専用設計の工具形状を組み合わせることが重要です。
② 加工中のモニタリング 切削トルクやスラスト荷重をリアルタイムで監視し、異常値を検知した段階で加工を停止する仕組みが有効です。近年ではIoTセンサーと連携した予知保全も普及しつつあります。
③ 段階的な加工アプローチ L/D比が極端に高い(50以上)場合は、1本の工具で最後まで加工するのではなく、パイロット加工→中間径加工→仕上げ加工と段階的に工程を分けることで、1工程あたりの負荷を軽減する方法も有効です。
課題5:真直度・位置度の確保
なぜ起きるのか
深穴加工では穴の「真直度」(穴軸の直線性)と「位置度」(入口・出口位置の設計値からの偏差)の両方が品質要件として求められます。L/D比が高くなるほど、穴曲がりの累積により真直度が悪化し、両端貫通穴の場合は出口位置のずれとして顕在化します。
対策
① 回転切削方式(ワーク回転 or 工具回転)の選択 ガンドリル加工にはワーク回転方式と工具回転方式があり、それぞれに真直度への影響が異なります。丸物ワークではワーク回転方式が真直度に有利とされ、異形ワークでは工具回転方式が選択されます。ハイタックのガンドリルマシンは用途に応じて両方式に対応しています。
② 対向加工(両側からの加工) 貫通穴の場合、片側からの1パスで加工するのではなく、両端から半分ずつ加工する「対向加工」により、出口側の位置精度を向上させることができます。ただし、穴の合わせ部の段差管理が新たな課題となるため、機械精度とプロセス設計が重要です。
③ 高精度治具・ブッシュの活用 工具の入口案内精度を極限まで高めるために、高精度な治具テーブルやガイドブッシュを使用します。ハイタックの精密小型治具テーブル搭載機「JDH/SDH-600-JTF」は、この目的に特化した設計を採用しています。
加工事例で見るL/D比の限界への挑戦
実際の深穴加工において、L/D比の限界はどの程度なのでしょうか。以下に代表的な加工領域と、求められるL/D比の目安を示します。
| 加工対象 | 穴径の範囲 | 一般的なL/D比 | 求められる精度 |
|---|---|---|---|
| 金型冷却水管 | φ4〜φ12 | 20〜40 | 真直度 0.5mm/300mm以内 |
| コモンレール | φ2〜φ4 | 30〜50 | 内面粗さ Ra 1.6以下 |
| 医療用骨接合プレート | φ1.5〜φ3 | 10〜30 | 位置度 ±0.05mm |
| 航空宇宙タービン部品 | φ1〜φ5 | 20〜60 | 真直度+内面品質の複合要求 |
| 油圧バルブボディ | φ3〜φ10 | 15〜40 | 交差穴の位置精度 |
| ハイタック実績 | φ1 | 400 | 極小径×超深穴の限界領域 |
上表のとおり、一般的な深穴加工のL/D比は多くの場合60以下にとどまります。しかし、ハイタックのガンドリルマシンでは**φ1mm×400mm(L/D比400)**という格段に高性能な穴あけを実現しており、他社では対応困難な超高L/D比の領域にも挑戦できます。この圧倒的な加工能力は、機械の高剛性設計、最適化された高圧クーラントシステム、そしてチタンコーティング・アルミナコーティングに対応した高品質ガンドリル工具の組み合わせによって支えられています。
まとめ ─ 高L/D比の深穴加工を成功させるために
L/D比が高い深穴加工の品質は、単一の要因で決まるものではありません。穴曲がり・切りくず排出・内面粗さ・工具寿命・真直度という5つの課題は相互に関連しており、どれか一つの対策が不十分でも、全体の加工品質に影響が及びます。
高品質な深穴加工を実現するためのポイントを改めて整理すると、次のようになります。
- パイロット穴の精度管理を徹底する(すべての品質はここから始まる)
- 被削材・L/D比に応じた最適な切削条件を設定する(送り・回転数・クーラント圧のバランス)
- ガンドリル専用機の剛性と精度を活かす(汎用機との差が最も出る領域)
- 切りくず排出を安定させるクーラント管理(圧力・流量・濃度・温度)
- 必要に応じてホーニング等の後工程を組み合わせる(複合工程設計の視点)
ハイタックの深穴加工ソリューション
株式会社ハイタックは、ガンドリルマシンの製造販売と精密深穴加工の受託加工を専門としています。**φ1mm×400mm(L/D比400)**の格段に高性能な穴あけ加工に対応し、チタンコーティング・アルミナコーティングを施した高品質ガンドリル工具と、深穴加工に特化した高剛性専用機によって、医療・自動車・航空宇宙・金型など幅広い分野で他社では困難な加工を実現しています。
**「この穴、加工できるだろうか?」**とお悩みの際は、ぜひ一度ご相談ください。L/D比やワーク形状に応じた最適な加工プランをご提案いたします。
関連記事:
株式会社ハイタック ─ 精密・深穴加工/ガンドリルマシンメーカー