表面粗さRa、Rz、Rsの違いを徹底解説!JIS規格に基づく定義から測定方法・使い分けまで網羅的にご紹介します。
目次
- 表面粗さとは?基本概念をわかりやすく解説
- JIS規格(JIS B 0601:2013)における表面粗さパラメータの体系
- Ra・Rz・Rsの違いと使い分け
- 表面粗さと加工方法の関係
- 表面粗さRa0.1以下の加工事例
- 表面粗さの測定方法
- 表面粗さの図面指示方法
- 表面粗さに影響を与える加工条件
- まとめ
表面粗さとは?基本概念をわかりやすく解説
機械部品の設計や製造において、表面粗さは非常に重要な要素です。表面粗さとは、加工された部品の表面に存在する微細な凹凸の程度を数値で表したもので、部品の性能、耐久性、外観に大きな影響を与えます。
表面の微細な凹凸は、摩擦や摩耗、潤滑、密着性などに直接的な影響を与えます。例えば、表面が粗いと摩擦抵抗が大きくなり、摩耗しやすくなります。また、潤滑油がうまく保持されず、焼き付きやカジリが発生しやすくなることもあります。さらに、表面が粗いと光が乱反射して外観品質が低下することもあります。
一方で、表面粗さは単に「滑らかであればよい」というものではありません。例えば、エンジンのシリンダー内壁では、潤滑油を適切に保持するためにある程度の粗さが必要です。また、接着やコーティングの密着性を高めるために、あえて表面を粗くする場合もあります。このように、用途に応じて最適な表面粗さを設計し管理することが、高品質な製品づくりには欠かせません。
表面粗さを表す指標はいくつかありますが、本記事では代表的なRa(算術平均粗さ)、Rz(最大高さ粗さ)、Rs(旧規格の十点平均粗さ)について、JIS規格(JIS B 0601:2013)に基づいた最新の定義と合わせて詳しく解説していきます。
JIS規格(JIS B 0601:2013)における表面粗さパラメータの体系
表面粗さの評価パラメータは、JIS B 0601:2013(ISO 4287:1997に対応)で規定されています。この規格では、表面性状のパラメータを大きく以下の3つのカテゴリに分類しています。
- 高さ方向のパラメータ:Ra(算術平均粗さ)、Rz(最大高さ粗さ)、Rq(二乗平均平方根粗さ)など
- 横方向のパラメータ:RSm(粗さ曲線要素の平均長さ)など
- 複合パラメータ:粗さ曲線のスキューネスRsk、粗さ曲線のクルトシスRkuなど
このうち、製造現場で最も頻繁に使用されるのがRaとRzです。以下では、それぞれのパラメータについて詳しく見ていきましょう。
1. Ra(算術平均粗さ)
Raは、最も一般的に使用される表面粗さの指標です。粗さ曲線から基準長さ部分を抜き取り、その平均線からの偏差の絶対値を平均したものです。数式で表すと、基準長さlにおける粗さ曲線をZ(x)としたとき、Ra = (1/l)∫|Z(x)|dx で定義されます。
Raの特徴
- 表面の全体的な粗さを表す、最も汎用性の高い指標。
- 比較的滑らかな表面に適しており、研磨や精密切削加工の評価に多く用いられる。
- 平均値であるため、局所的な傷や異常突起の影響を受けにくく、安定した評価が可能。
- 国際的にも広く採用されており、図面指示で最も多く使われるパラメータ。
単位:μm(マイクロメートル)
Raの目安(加工方法別):一般的な旋盤加工ではRa 1.6〜6.3μm程度、研削加工ではRa 0.2〜1.6μm、ラッピングや超精密加工ではRa 0.1μm以下の仕上げが可能です。
2. Rz(最大高さ粗さ)── 現行JIS規格の定義
現行のJIS B 0601:2013におけるRzは、基準長さにおける粗さ曲線の最大山高さRpと最大谷深さRvの和として定義されています。つまり、Rz = Rp + Rv です。
注意すべき点として、旧JIS規格(JIS B 0601:1994以前)ではRzは「十点平均粗さ」と定義されており、最も高い5つの山頂と最も低い5つの谷底の標高差の平均値でした。しかし、2001年のJIS改正でRzの定義が「最大高さ粗さ」に変更されました。旧規格の十点平均粗さは現在RzJISという記号で参照されることがありますが、現行規格では廃止されています。
古い図面や文献を参照する際には、Rzがどちらの定義に基づいているかを確認することが重要です。
Rz(最大高さ粗さ)の特徴
- 表面の最大凹凸の高さを1回の測定で評価できる。
- 異常な突起や深い傷を検出しやすく、シール面やOリング溝など気密性が求められる部品の評価に適している。
- Raに比べて測定値のばらつきが大きくなる傾向があるため、複数回の測定を行い平均を取ることが推奨される。
- Raでは検出しにくい局所的な欠陥を捉えることができる。
単位:μm(マイクロメートル)
3. RzJIS(旧・十点平均粗さ)と Rs について
旧JIS規格で用いられていたRz(十点平均粗さ)は、粗さ曲線から基準長さ部分を抜き取り、最も高い山頂から5番目までの山頂の標高平均値と、最も低い谷底から5番目までの谷底の標高平均値の差として定義されていました。現在では、この定義はRzJISとして記載されることがあります。
Rs(最大高さ粗さ)は、一部の文献や現場で使用されることのある表記で、粗さ曲線における最大山高さと最大谷深さの差を指す場合があります。現行JIS規格ではRzがこの定義に該当するため、Rs表記は旧規格や社内規格で独自に使用されているケースが多く見られます。
旧Rz(十点平均粗さ)の特徴
- 5つの山と5つの谷の平均を取るため、単一の異常突起の影響を緩和できる。
- 旧来の図面や規格で広く使われていたため、古い設計資料との互換性がある。
- 現行JIS規格では正式なパラメータとして規定されていないが、実務上は依然として参照されることがある。
単位:μm(マイクロメートル)
Ra・Rz・Rsの違いと使い分け
Ra、Rz、Rs(RzJIS)はそれぞれ異なる特徴を持つため、評価したい表面の状態や用途に合わせて適切な指標を選ぶ必要があります。
- 全体的な粗さを安定的に評価したい場合:Ra ── 量産部品の品質管理やプロセス管理に最適
- 最大凹凸の高さを評価したい場合:Rz ── シール面や摺動面など、局所的な欠陥が問題となる用途に最適
- 旧規格に基づく評価が必要な場合:RzJIS(旧Rz) ── 旧来の図面仕様との整合性確認に使用
一般的な目安として、同じ加工面であればRzはRaの約4〜7倍程度の値になることが知られています。ただし、加工方法や表面状態によってこの比率は変動するため、あくまで参考値として捉えてください。
表面粗さと加工方法の関係
表面粗さは、使用する加工方法によって大きく異なります。以下に、代表的な加工方法と達成可能な表面粗さRaの目安をまとめます。
- 鋳造・鍛造:Ra 12.5〜50μm ── 後工程で機械加工が必要な場合が多い
- フライス加工:Ra 1.6〜6.3μm ── 工具の種類や切削条件で仕上がりが変化
- 旋盤加工:Ra 0.8〜6.3μm ── 送り速度やノーズRが仕上げ面に影響
- 研削加工:Ra 0.2〜1.6μm ── 砥石の粒度や研削条件で精密仕上げが可能
- ホーニング加工:Ra 0.1〜0.8μm ── シリンダー内面などの精密仕上げに使用
- ラッピング・ポリッシング:Ra 0.012〜0.1μm ── 鏡面仕上げレベルの超精密加工
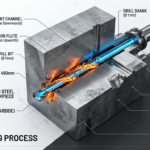
- ガンドリル加工(精密深穴加工):Ra 0.05〜1.6μm ── 深穴内面の高精度仕上げが可能
特にガンドリルによる精密深穴加工では、穴の深さ(L)と径(D)の比であるL/D比が大きくなるほど表面粗さの管理が難しくなります。ハイタックでは、独自の加工技術と工具設計により、L/D比が高い深穴加工においてもRa 0.1μm以下の高精度な表面仕上げを実現しています。
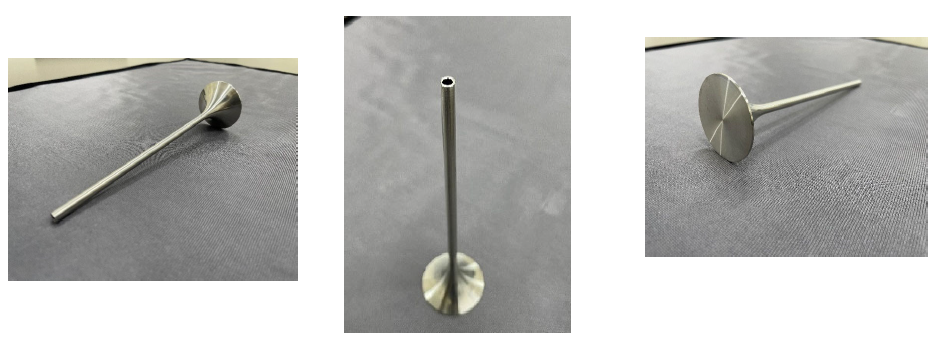
表面粗さRa0.1以下の加工事例
ハイタックの精密小径深穴加工機は、Ra0.1以下の高い表面粗さ精度を実現する加工事例を多く有しています。いくつか例を見ていきましょう。
自動車関連部品
- 材質: SUH35
- 加工長さ: 100mm
- 内径: 3.5mm
- 面粗度(Ra): 入口 0.056μm
航空宇宙関連部品
- 材質: Hastelloyc-276
- 加工長さ: 100mm
- 内径: 5.6mm
- 面粗度(Ra): 入口 1.092μm、出口 1.955μm
医療関連部品
- 材質: SUS420
- 加工長さ: 125mm
- 内径: 1.6mm
- 面粗度(Ra): 入口 0.24μm
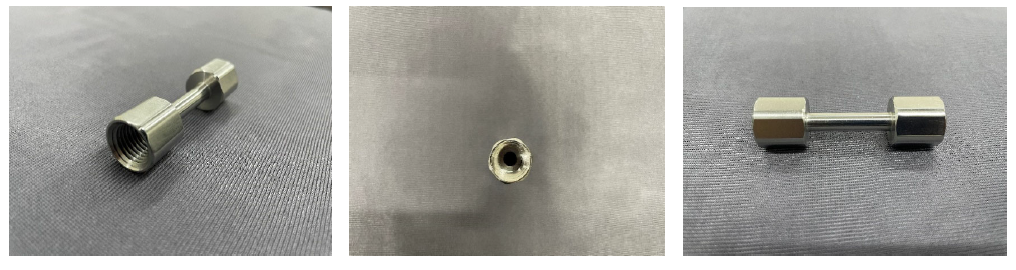
産業機械部品関連
- 材質: タングステン
- 加工長さ: 40mm
- 内径: 1.0mm
- 面粗度(Ra): 入口 0.064μm、出口 0.064μm

分析装置部品関連
- 材質: A7075
- 加工長さ: 50mm
- 内径: 1.5mm
- 面粗度(Ra): 入口 0.048μm、出口 0.061μm
これらの実績から、ハイタックの精密小径深穴加工機は、高い加工精度が求められる部品加工において、優れた性能を発揮することがわかります。自動車・航空宇宙・医療・産業機械・分析装置など幅広い分野で、厳しい表面粗さ要求に応える加工を提供しています。
表面粗さの測定方法
表面粗さの測定には、主に以下の方法が用いられます。それぞれの方法に特徴があり、測定対象や要求精度に応じて適切な方法を選択することが重要です。
触針式表面粗さ計(接触式)
最も広く使用されている測定方法です。ダイヤモンド製の微細な触針(スタイラス)を測定面に接触させ、表面をなぞるように走査します。触針が上下に動くことで表面の凹凸を検出し、電気信号に変換して数値化します。
- メリット:高い測定精度、JIS規格に準拠した信頼性の高い測定が可能、比較的安価
- デメリット:触針が表面に接触するため、軟らかい材料や塗装面を傷つける可能性がある
- 適用範囲:金属加工部品の品質管理、量産ラインでの検査、一般的な研究開発
光学式表面粗さ計(非接触式)
レーザーや白色光を利用して、表面の凹凸を非接触で測定する方法です。共焦点レーザー顕微鏡や白色干渉計などが代表的な装置です。
- メリット:非接触のため測定面を傷つけない、3D表面形状の取得が可能、高速測定
- デメリット:装置が高価、透明材料や高反射面では測定が困難な場合がある
- 適用範囲:精密光学部品、半導体ウェーハ、薄膜の評価、微細構造の解析
走査型プローブ顕微鏡(SPM / AFM)
原子間力顕微鏡(AFM)に代表される走査型プローブ顕微鏡は、ナノメートルレベルの超高分解能で表面形状を測定できます。極めて微細な探針で表面を走査し、原子間力を検出して表面のトポグラフィーを取得します。
- メリット:ナノメートル〜サブナノメートルの分解能、原子レベルの表面観察が可能
- デメリット:測定範囲が非常に狭い(数十〜数百μm角)、測定に時間がかかる、高価
- 適用範囲:半導体・ナノテクノロジー分野、薄膜・コーティングの研究、超精密加工面の評価
表面粗さの図面指示方法
機械図面において表面粗さを指示する場合、JIS B 0031:2003に基づいた表面性状の図示記号が使用されます。基本的な記号は「√」を変形した形状で、除去加工の要否や加工方法を含めて指示することができます。
図面上では、パラメータ記号(Ra、Rzなど)と数値を組み合わせて指示します。例えば「Ra 1.6」と記載すれば、算術平均粗さが1.6μm以下であることを要求していることになります。上限値と下限値の両方を指示することも可能で、例えば「Ra 0.8〜1.6」のように記載します。
カットオフ値(λc)やサンプリング長さ(基準長さ)を指定する場合もあり、これらはパラメータ値の前に記載します。特に指定がない場合は、JIS規格で定められたデフォルト値が適用されます。正確な表面粗さ管理のためには、測定条件まで含めた明確な図面指示が重要です。
表面粗さに影響を与える加工条件
切削加工における表面粗さは、さまざまな加工条件によって変化します。目標とする表面粗さを安定して達成するためには、以下の要因を理解し適切に管理することが重要です。
- 送り速度(f):送り速度が大きいほど、工具の送りマークが大きくなり表面粗さが悪化します。理論表面粗さは送り速度の二乗に比例するため、仕上げ加工では低送りが基本です。
- 工具ノーズ半径(R):ノーズ半径が大きいほど理論表面粗さは小さくなります。理論粗さはRth ≈ f²/(8R)で近似され、大きなノーズRを持つ工具を使用することで表面粗さを改善できます。
- 切削速度(Vc):切削速度が低すぎると構成刃先(ビルトアップエッジ)が発生し、表面粗さが悪化します。適切な切削速度域を選定することで、安定した表面仕上げが得られます。
- 切込み深さ(ap):仕上げ加工では切込み深さを小さくすることで、切削力を低減し、びびり振動を抑制して良好な表面粗さを実現します。
- 工具の摩耗状態:工具が摩耗すると刃先が丸くなり、表面粗さが悪化します。定期的な工具交換と摩耗管理が重要です。
- クーラント(切削液):適切なクーラントの使用は、切削温度の低下、潤滑性の向上、切りくず排出の改善に寄与し、表面粗さの改善に効果的です。特に深穴加工では、クーラントの供給方法が表面粗さに大きく影響します。
まとめ
表面粗さは、機械部品の機能・品質・信頼性を左右する重要な指標です。本記事では、代表的な表面粗さパラメータであるRa(算術平均粗さ)、Rz(最大高さ粗さ)、Rs/RzJIS(旧・十点平均粗さ)について、現行JIS規格(JIS B 0601:2013)に基づいた定義と特徴を解説しました。
表面粗さの評価では、用途に応じて適切なパラメータを選択することが重要です。全体的な粗さ管理にはRa、最大凹凸の評価にはRz、旧規格との互換性が必要な場合はRzJISを使い分けます。また、図面指示や測定条件を明確にすることで、設計意図が正確に製造現場に伝わり、品質の安定化につながります。
ハイタックの精密小径深穴加工機は、Ra 0.1μm以下の高い加工精度を実現しており、自動車、航空宇宙、医療、産業機械、分析装置など幅広い分野で活用されています。表面粗さに関するご相談や、高精度な深穴加工のお見積りは、お気軽にお問い合わせください。