






主軸回転…
それは切削加工において最も重要な位置付と考えられる。その為、当社では主軸回転モータの開発にガンドリルに携わる当初から取り組んできた。従来の当社製ガンドリルはベルト駆動方式を採用していた。
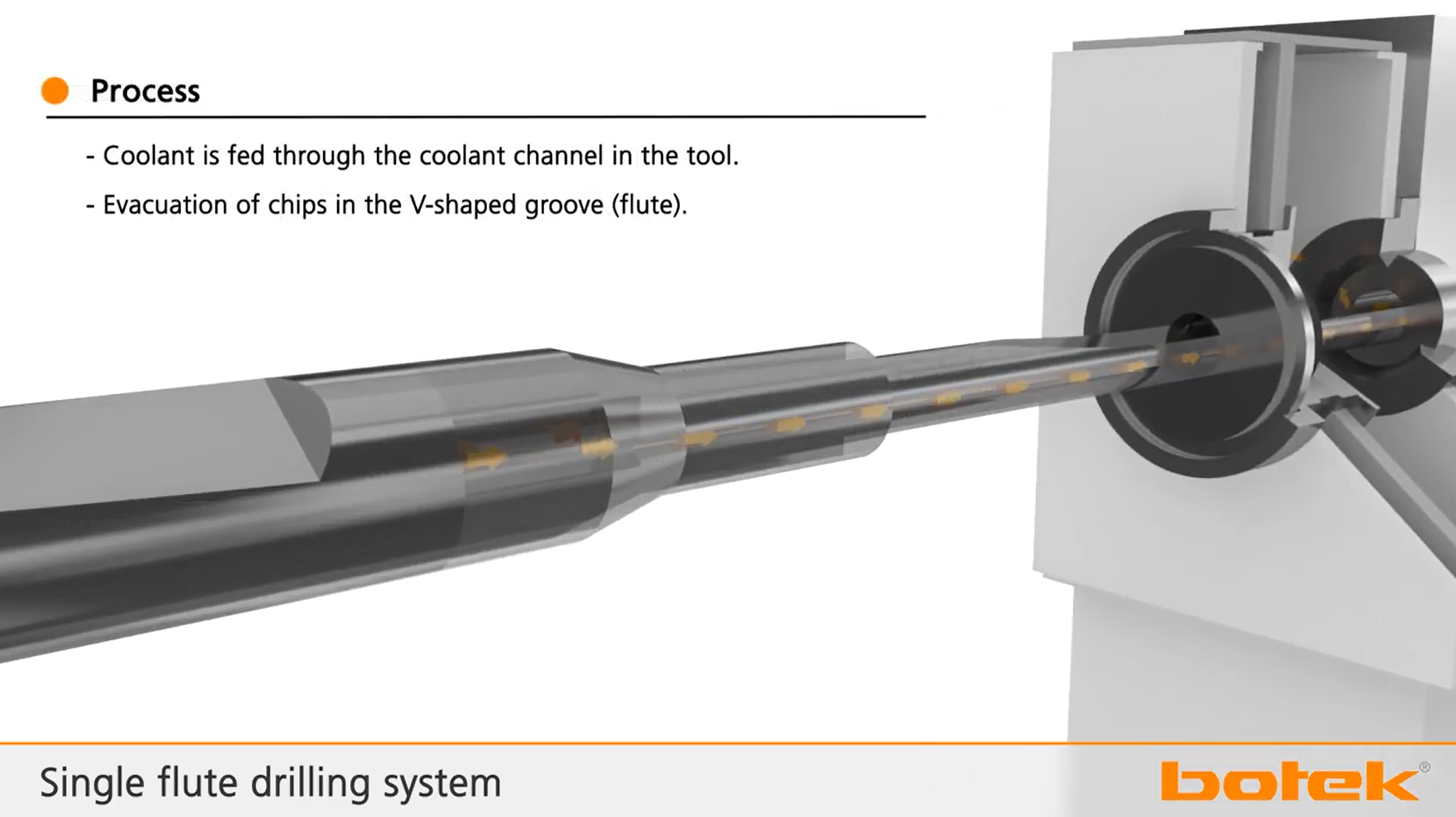
ベルト駆動方式って??と思われた方もいると思うのでここで一つ簡単に解説しましょう。ベルト駆動方式とは、モータ動力をスピンドルに伝えるためにベルトとプーリを使い主軸を回転させる駆動方式である。
工具に切削剤を供給しなければならないガンドリルマシンにとっては、モータを別の場所に配置する方式が一般的でした。しかし、下記の点の短所があった為、当社では新しい手法の主軸回転モータの開発に取り組みました。
・ベルト&プーリ駆動のため、回転振動が主軸自体に伝達してしまう。
・動力の伝達効率が悪い。
・高さ方向にスペースが必要。
・部品点数が多い(伝達部品等)
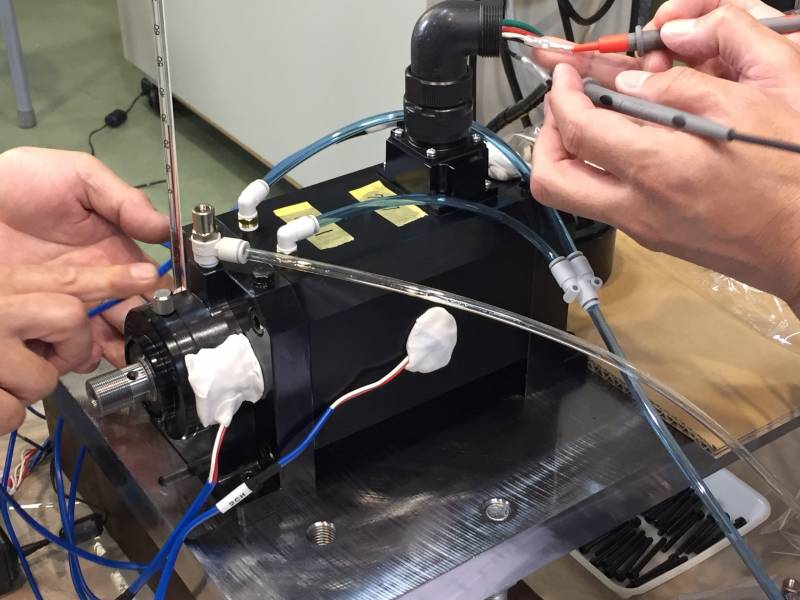
この問題を解決する為に開発したモータが、中空軸に直接モータを取り付ける、ビルトインモータです。
このタイプにすることにより、
・伝達部品をなくし、振動減少→回転精度向上
・部品点数減少→省スペース化を実現
ただし、まだ改良点が残りました。
・インバータ(周波数指令)制御の特性上、回転数の情報がフィードバック(回転情報が戻ること)がないので、負荷変動時に回転ムラがでてしまう。(加工時の負荷変動に対応できない)
・低速域の回転精度が落ちる。
・低速域でのトルクが出ないため加工範囲が限られてくる。
というような改善項目があり、当社では2010年末から新しいスピンドルユニットの開発に乗り出した。 フィードバック制御と低速域からトルクがでるサーボモータを主軸に採用できないか?という発想から新型サーボモータが誕生しました。
・中空レゾルバ搭載により回転数のループ制御を行い負荷変動時にも常に一定の回転数を保つことができる。
・安定した回転精度。
・低回転から最大トルクを出せる。
という利点があり、実際の加工可能な孔径も当社比で約2倍となりました。
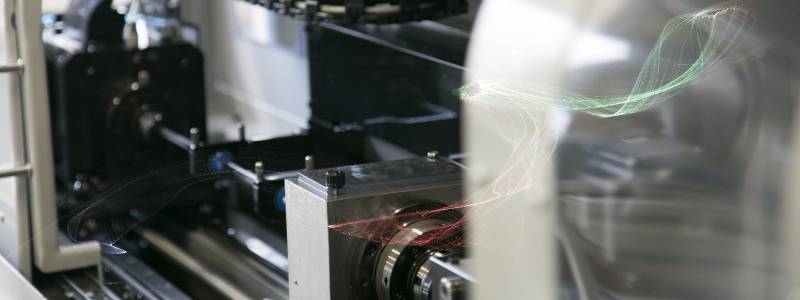
従来機ではできなかった難削材の深孔加工も可能になりました。
*中空レゾルバ:モータの回転位置を検出するためのセンサー。
*ループ制御:出力を入力にフィードバックする制御。この場合、回転数情報をもとに回転を制御すること。
*サーボ機構(サーボきこう)とは、物体の位置、方位、姿勢などを制御量として、目標値に追従するように自動で作動する機構。自動制御装置。 サーボ(Servo) の語源はラテン語の”servus”(英語のslave・servantの意)。
最先端AI技術の導入
当社では、従来の経験と勘に頼った加工条件設定から脱却し、人工知能(AI)を活用したテスト加工システムを導入しています。この革新的なアプローチにより、より精密で効率的な加工条件の割り出しを実現しています。
AI活用による最良条件の割り出し
機械学習による条件最適化:
- 過去の加工データを機械学習アルゴリズムで分析
- 材料特性、工具仕様、加工パラメータの相関関係を解析
- 最適な切削速度、送り速度、切削油圧力などを自動算出
リアルタイム監視システム:
- 加工中の振動、温度、負荷をリアルタイムで監視
- AIが異常を検知し、自動的に加工条件を微調整
- 工具寿命の予測と最適な交換タイミングの提案
研究開発への取り組み
産学連携による研究:
- 大学や研究機関との連携により、AI技術の更なる発展を目指す
- 深層学習技術を用いた加工精度向上の研究
- IoT技術と組み合わせたスマートファクトリーの実現
データベースの構築:
顧客固有の加工要求に対応したカスタマイズ条件の提供
様々な材料・工具・加工条件のデータを蓄積
ビッグデータ解析による新たな知見の発見

成果と効果
加工品質の向上:
- 加工精度の向上(従来比15%改善)
- 表面粗度の安定化
- 不良品率の大幅削減
生産効率の向上:
- 試作回数の削減(従来比60%削減)
- 加工時間の短縮
- 工具寿命の延長
特別仕様ガンドリルによる研究開発
当社では、BOTEK社からの協力により特別仕様のガンドリルを用いた研究開発を行っています。この取り組みにより、より高度な加工技術の開発と実用化を推進しています。
研究開発の重点分野:
- 医療器具向け超精密加工技術
- 航空宇宙部品の高アスペクト比穴加工
- 新素材への対応技術
- 環境負荷低減技術
技術用語解説
中空レゾルバ: モータの回転位置を検出するためのセンサー
ループ制御: 出力を入力にフィードバックする制御。この場合、回転数情報をもとに回転を制御すること
サーボ機構: 物体の位置、方位、姿勢などを制御量として、目標値に追従するように自動で作動する機構。自動制御装置。サーボ(Servo)の語源はラテン語の”servus”(英語のslave・servantの意)
今後の展望
株式会社ハイタックは、今後も最新技術の導入と研究開発に積極的に取り組み、お客様のニーズに応える高品質な製品とサービスの提供を続けてまいります。特にAI技術の更なる活用により、製造業界の発展に貢献してまいります。
弊社ではBOTEK社からの協力で特別仕様のガンドリルで研究開発を行っております。