はじめに
製造業で使われる材料は、ここ数年で大きな転換点を迎えています。航空宇宙・EV・医療・エネルギーといった先端分野では、従来のS45CやSUS304だけでは実現できない性能が求められるようになり、新しいカテゴリの素材が次々と実用化段階に入っています。
こうした新素材の多くは、いずれ深穴加工の対象になります。しかし、「そもそもどんな素材なのか」「従来材と何が違うのか」「深穴加工はできるのか」といった情報はまだ少ないのが現状です。
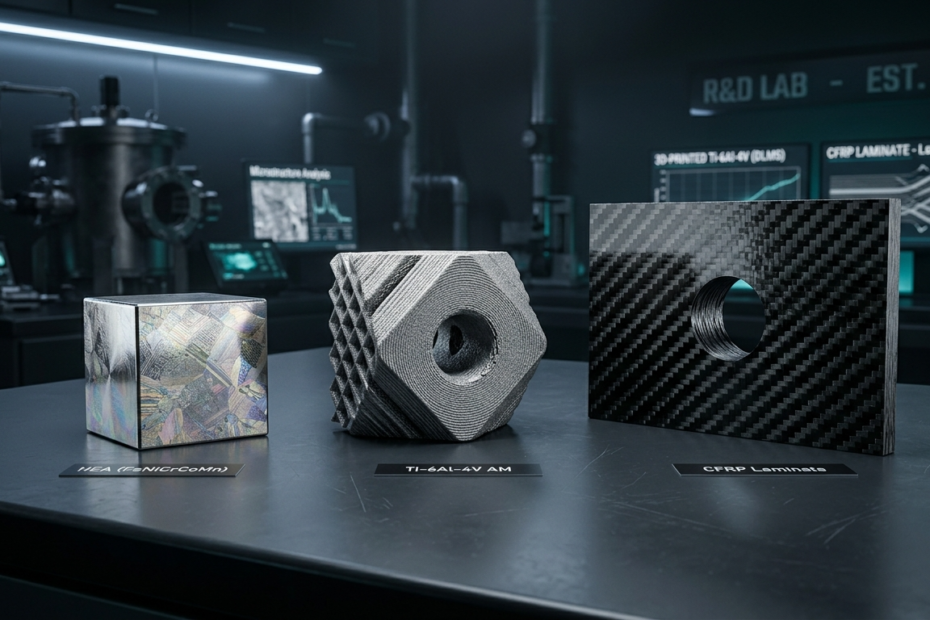
本記事では、深穴加工の観点から特に注目すべき3つの新素材カテゴリを取り上げ、それぞれの材料特性・注目される背景・加工における課題と対策を解説します。
注目素材① ハイエントロピー合金(HEA)
ハイエントロピー合金とは
ハイエントロピー合金(High Entropy Alloy:HEA)は、5種類以上の金属元素をほぼ等量で混合して作られる新しいタイプの合金です。
従来の合金設計は、鉄やニッケルなど1つの「主元素」に少量の添加元素を加えて特性を調整するのが基本でした。ステンレス鋼(Fe-Cr-Ni系)やアルミ合金(Al-Cu-Mg系)がその典型です。これに対してHEAは、多種類の元素を等モル比で混合することで「混合エントロピー」を意図的に高め、単相の安定した固溶体を形成させるという、まったく逆のアプローチをとります。
代表的なHEAとして知られるCantor合金(CrMnFeCoNi)をはじめ、現在では耐火合金系(VNbMoTaW)、貴金属系(AuCuNiPdPt)、生体適合系(TiZrNbMoTa)など、用途に応じたさまざまな組成が研究されています。
なぜ注目されているのか
HEAが製造業界で急速に注目を集めている理由は、従来合金にはない複数の優れた特性を兼ね備えている点にあります。
高い強度と延性の両立 ─ 通常、強度を上げると材料は脆くなりがちですが、HEAは高強度と高延性を両立できるものがあります。これは「格子歪み効果」と呼ばれるHEA特有のメカニズムによるものです。
優れた耐熱性 ─ 「遅い拡散効果」により、高温環境下でも原子拡散が遅く、微細構造が長時間安定します。ジェットエンジンやガスタービン部品など、ニッケル基超合金の代替材として期待されています。
高い耐食性 ─ 多元素による複雑な不動態膜の形成により、従来のステンレス鋼を凌ぐ耐食性を持つ組成も報告されています。
市場の急成長 ─ HEAの世界市場は年平均20%以上の成長率で拡大すると予測されており、航空宇宙・自動車・医療・エネルギー分野での実用化が加速しています。2025年には、大阪大学の研究グループが金属3Dプリンターを使って高強度HEAを1工程で作製する技術を発表するなど、製造プロセスの革新も進んでいます。
深穴加工における課題
HEAは魅力的な材料ですが、切削加工、特に深穴加工においては以下のような課題が予想されます。
被削性が未知数 ─ HEAは組成ごとに機械的特性が大きく異なるため、従来材のような「汎用的な切削条件データ」がほぼ存在しません。新しい組成のHEAが登場するたびに、個別の加工条件探索が必要になります。
高硬度・高靭性による工具負荷 ─ 強度と延性が高いことは、裏を返せば切削抵抗が大きく、工具にかかる負荷が増大するということです。特に深穴加工では、長い工具シャンクにこの高負荷が継続的に加わるため、工具摩耗の進行やたわみによる穴曲がりのリスクが高まります。
加工硬化の懸念 ─ HEAの中には加工硬化が顕著な組成があり、切削中にワーク表面が硬化して次パスの切削がさらに困難になる現象が起こりえます。
対策の方向性 ─ チタンコーティングやアルミナコーティングを施した高耐熱工具の選定、低送り・適正回転数の条件設定、高圧クーラントによる切削点温度の制御が基本戦略となります。新素材ゆえに「まず試作加工で条件を確立する」アプローチが不可欠です。
注目素材② 金属AM材(金属3Dプリンティング造形品)
金属AM材とは
金属AM(Additive Manufacturing:付加製造)とは、金属粉末やワイヤを素材として、レーザーや電子ビームで一層ずつ溶融・凝固させながら立体形状を造形する技術です。「金属3Dプリンティング」とも呼ばれ、従来の鋳造・鍛造・切削では不可能だった複雑形状のものづくりを実現します。
主な造形方式としては、粉末床溶融結合方式(PBF:Powder Bed Fusion)と指向性エネルギー堆積方式(DED:Directed Energy Deposition)の2つがあります。使用される金属材料はステンレス鋼、チタン合金、ニッケル基超合金(インコネル等)、アルミニウム合金、マルエージング鋼など多岐にわたります。
なぜ深穴加工との関係で注目されるのか
金属AM技術の進化に伴い、「AM造形品への後加工としての深穴加工」という新しいニーズが急速に高まっています。
造形だけでは完結しない ─ 金属AMは自由な形状を作れますが、造形ままの状態では表面が粗く(積層段差が残る)、寸法精度も切削加工には及びません。そのため、嵌合部・シール面・内部流路など精度が求められる箇所には、必ず後加工(切削・研磨)が必要です。
内部流路の需要拡大 ─ 金属AMの最大の利点のひとつが、内部に複雑な冷却流路やラティス構造を自由に設計できることです。しかし、AMだけでは直線的な精密穴を作るのは難しく、長い直線流路にはガンドリルによる深穴加工が最適解となるケースがあります。
産業での実用化が加速 ─ 航空宇宙ではロケットエンジン部品やジェットエンジンの燃料噴射ノズルが、医療分野では人工骨インプラントが、自動車分野ではピストンやタービンハウジングが、金属AMで製造されるようになっています。これらの部品の多くに深穴加工が関わります。
深穴加工における課題
AM造形品は、同じ材種の鍛造材・圧延材とは異なる内部組織を持つため、切削加工時に独特の課題が発生します。
内部欠陥(ポロシティ) ─ AM造形品には、未溶融粉末やガスの閉じ込めによる微小な空孔(ポロシティ)が存在する場合があります。深穴加工中にこのポロシティに工具が到達すると、断続切削のような急激な負荷変動が起こり、工具の欠損や穴内面の品質低下を引き起こす可能性があります。
異方性(造形方向による特性差) ─ 積層造形の特性上、造形方向(ビルド方向)とそれに直交する方向で機械的特性に差が生じることがあります。深穴の加工方向と造形方向の関係によって、被削性が変わる点に注意が必要です。
残留応力 ─ AMプロセスでは急速な加熱・冷却が繰り返されるため、造形品内部に大きな残留応力が蓄積されます。後加工で深穴を開けることでこの応力バランスが崩れ、ワークに変形が生じるリスクがあります。
サポート材の残存 ─ 造形時に設けたサポート材の除去が不完全な場合、深穴加工の経路にサポート残存物が障害となることがあります。
対策の方向性 ─ 加工前の熱処理(応力除去焼鈍・HIP処理)によるポロシティの低減と残留応力の緩和が第一歩です。切削条件は保守的な低送り設定から始め、加工データを蓄積しながら最適化するのが現実的です。加工中の切削トルク・スラスト荷重のリアルタイムモニタリングも、異常の早期検知に有効です。
注目素材③ 次世代複合材料(CFRP・CMC・CNT複合材)
次世代複合材料とは
複合材料は2種類以上の異なる素材を組み合わせて作られる材料の総称ですが、近年は特に以下の3タイプが製造業で注目を集めています。
CFRP(炭素繊維強化プラスチック) ─ 炭素繊維をエポキシ樹脂などで固めた材料。鉄の約1/4の重さで同等以上の強度を持ち、航空機の機体構造材やEVのボディパネル、スポーツ用品などに広く採用されています。
CMC(セラミック基複合材料) ─ セラミック繊維をセラミック母材で強化した材料。耐熱温度が金属の限界を超える1,300℃以上に達するため、ジェットエンジンのタービン部品やロケットの耐熱部材として実用化が進んでいます。
CNT複合材(カーボンナノチューブ強化材料) ─ カーボンナノチューブ(CNT)を金属や樹脂に添加して強化した材料。CNTの驚異的な引張強度と導電性を活かし、軽量高強度材料や機能性材料としての応用研究が進行中です。
なぜ深穴加工との関係で注目されるのか
これらの複合材料は、組み立てのためのボルト穴やピン穴、流体通路など、さまざまな穴あけ加工が必要になります。特にCFRPは航空機構造材として大量に使用されるようになり、ファスナー穴の加工需要だけでも膨大な量に上ります。
また、金属とCFRPの積層構造(スタック材)に対して一発で穴を開ける「重ね穴あけ」のニーズも増加しており、金属加工と複合材加工の両方に精通した技術が求められています。
深穴加工における課題
複合材料は金属とは根本的に異なる切削メカニズムを持つため、金属加工の常識がそのままでは通用しません。
デラミネーション(層間剥離) ─ CFRP加工で最大の課題です。ドリルが穴の出口付近で積層間を押し広げる力が働き、繊維層が剥離してしまいます。深穴加工では加工長が増えるほど工具の推力が安定しにくく、このリスクが高まります。
繊維方向による加工品質の変動 ─ CFRPは繊維の配向方向によって切削特性が大きく変わります。繊維に対して平行に切る場合と垂直に切る場合で、バリの出方や表面品質がまったく異なるため、穴の周方向にわたって均一な品質を確保するのが困難です。
工具の異常摩耗 ─ 炭素繊維は非常に硬い(HV換算で約600〜800相当)ため、超硬工具であっても急速に摩耗します。CFRPの穴あけ加工では、金属切削の数十分の一の加工距離で工具が寿命に達するケースもあります。ダイヤモンドコーティング工具やPCD(多結晶ダイヤモンド)工具の使用が一般的です。
切りくずの問題 ─ CFRP切削では金属のような連続切りくずではなく、微細な粉塵状の切りくずが大量に発生します。この粉塵は人体にも機械にも有害であり、集塵装置との連携が不可欠です。また、切削液は樹脂への悪影響を考慮してドライ加工またはミスト給油が選択されることが多く、金属深穴加工とは異なるアプローチが必要です。
CMC・CNT複合材の加工困難性 ─ CMCは超高硬度のセラミックスを加工する必要があり、通常の切削工具ではまともに削れません。レーザー加工や電解加工など非従来型の加工法が主流となっています。CNT複合材は研究段階のものが多いですが、CNTの高硬度と高靭性が加工時の工具摩耗を加速させることが指摘されています。
対策の方向性 ─ CFRPの穴あけでは、専用のステップフィード制御(細かい間欠送り)やバックアップ材の使用によるデラミネーション防止が基本です。工具は先端角や溝形状がCFRP専用に設計されたものを使用します。深穴加工においては、低推力かつ安定した送り制御が可能なガンドリル専用機の特性が活きる領域といえます。
新素材時代に深穴加工はどう変わるか ─ 3つの素材を横断する共通課題
ここまで紹介した3つの新素材カテゴリには、深穴加工の観点から見ると共通する課題があります。
| 共通課題 | HEA | 金属AM材 | 次世代複合材 |
|---|---|---|---|
| 既存の切削条件データが不足 | ◎ | ○ | ◎ |
| 工具摩耗が従来材より激しい | ○ | △ | ◎ |
| 材料内部の均質性に不安がある | △ | ◎ | ○ |
| 加工中のモニタリングが重要 | ○ | ◎ | ○ |
| 専用工具・コーティングが必要 | ○ | △ | ◎ |
(◎=非常に当てはまる ○=当てはまる △=場合による)
つまり、新素材の深穴加工を成功させるには、①試作加工による条件確立の体制、②高性能な工具とコーティング技術、③加工中の異常を検知するモニタリング機能、そして④これらを支える高剛性・高精度のガンドリル専用機が不可欠です。
新素材は「加工できるかどうかわからない」という未知の領域から、「どう加工すれば最高品質を引き出せるか」という実践段階に移りつつあります。この変化に対応できる加工技術を持つことが、今後の製造業における競争優位の源泉となるでしょう。
まとめ
本記事で取り上げた3つの新素材カテゴリの要点を整理します。
ハイエントロピー合金(HEA) ─ 5種類以上の金属元素を等量で混合した次世代合金。高強度・高靭性・高耐熱・高耐食を兼ね備え、航空宇宙・医療分野で実用化が進む。深穴加工では高い切削抵抗と加工硬化が課題。
金属AM材 ─ 金属3Dプリンティングで造形された部品。後加工としての深穴加工需要が急増中。ポロシティ・残留応力・異方性など、鍛造材にはない独特の課題がある。
次世代複合材料(CFRP・CMC・CNT) ─ 軽量高強度の代名詞。穴あけ加工ではデラミネーションと異常な工具摩耗が最大の壁。金属加工とは異なる加工戦略が必要。
いずれの素材も、今後5〜10年で深穴加工の現場に本格的に登場してくることが見込まれます。材料の特性を理解し、適切な機械・工具・条件で対応できる体制を早期に構築することが、新素材時代を勝ち抜くカギとなります。
ハイタックの取り組み
株式会社ハイタックは、ガンドリルマシンの製造販売と精密深穴加工の受託加工を専門としています。φ1mm×400mm(L/D比400)の格段に高性能な穴あけ加工に対応し、チタンコーティング・アルミナコーティングを施した高品質工具と、深穴加工に特化した高剛性専用機によって、従来材から新素材まで幅広い加工ニーズに対応しています。
「この素材に深穴を開けられるだろうか?」という課題をお持ちの方は、ぜひ一度ご相談ください。素材特性と加工条件の両面から、最適なソリューションをご提案いたします。
関連記事:
株式会社ハイタック ─ 精密・深穴加工/ガンドリルマシンメーカー