ガンドリルとは? – 深穴加工の革命
目次
ガンドリルの起源と普及
海外で”THE DEEP HOLE BORING MACHINE”(深孔明加工機)として知られるガンドリルは、日本国内ではより一般的にガンドリルマシンという名称で親しまれています。この高度な技術を持つ特殊な機械は、その起源をヨーロッパに持ち、特にドイツやスイスのメーカーによってその優れた性能が広く認識され、普及していきました。もともとは猟銃や拳銃の筒に正確な穴を開けるために開発されたガンドリルですが、その後、その用途は大きく広がり、現在では自動車や航空機の部品、医療機器、さらにはエネルギー産業における重要なコンポーネントなど、さまざまな丸い円筒状のワークに高精度な穴をあけるために用いられるようになっています。その特異な設計と精密な加工能力により、ガンドリルは非常に狭い公差で深い穴を効率的かつ正確に加工できるため、高度な工業製品には欠かせない存在となっています。

ノンステップでの切削深穴加工 – ガンドリルマシンの特徴
ガンドリルは他のNC(数値制御)工作機械と異なり、特有の切削方法を採用しています。この方法では、高圧ポンプによって供給された切削油がドリルの内部を通過し、刃先から噴出して、ドリルの外側にあるV字型の溝を通って切屑を外部に排出します。
ガンドリルの高精度加工能力
ガンドリルは、その優れた切粉の排出ガンドリルは他のNC(数値制御)工作機械と異なり、特有の切削方法を採用しています。この方法では、高圧ポンプによって供給された切削油がドリルの内部を通過し、刃先から噴出して、ドリルの外側にあるV字型の溝を通って切屑を外部に排出します。のため、ツイストドリルなどでは難しい深孔や小径孔の加工に適しています。ガンドリルは特殊な工具であり、1パスで高精度な加工を実現します。この技術は自動車部品、センサー穴、燃料ノズル、医療工具部品など、さまざまな加工用途に使用されています。
動画では、ガンドリル加工の様子を視覚的に捉えることができ、ガンドリルの実用性と効率性をより深く理解するのに役立ちます。
ガンドリルマシンの進化と応用
ガンドリル加工は、長径比や同心度に優れた深穴を効率的に開ける加工方法であり、その特性から、マシニングセンターや放電加工機と比較しても、加工時間の短縮と内面の滑らかさを実現する点で高く評価されています。ガンドリルマシンは、深さと直径の比率(L/D)が高い穴の加工に特に適しており、バニシング効果により内部の仕上がりが滑らかであるため、高品質な加工が求められる多くの産業分野で重宝されています。
当社では、全国各地からの加工依頼を受け、自動車部品、航空機部品、医療機器部品など、幅広い種類の製品に対するガンドリル加工を日々行っています。これにより、特定の材料や形状に特化した技術の蓄積が可能となり、顧客のニーズに応じた柔軟かつ精密な加工を提供できるようになっています。さらに、当社のガンドリル加工は、緻密な計画と厳格な品質管理の下で行われており、製品の品質と加工の効率性を両立させています。
また、最新のガンドリル技術を駆使することで、従来の加工方法では困難だった複雑な形状や大きな深さの穴の加工も可能となり、より多様な加工要求に応えることができるようになっています。当社は、技術革新と顧客満足を追求し続け、より高度な加工技術の開発にも力を入れており、これにより業界内での競争力を高めています。
日本におけるガンドリルの研究と進化
1975年から1977年にかけて行われたガンドリル加工に関する基礎研究は、日本における深穴加工技術の発展において重要なマイルストーンとなりました。当初の研究は、ガンドリルによる加工の基本原理や工具の設計、そして加工条件の最適化に焦点を当てていました。この期間中に行われた研究は、深穴加工における精度と効率の向上に大きく貢献し、その後の技術発展の礎を築きました。その後も、深穴加工技術の研究は続き、2018年にはチタン合金の超長尺深穴加工に関する重要な研究が報告されています。
ガンドリルマシン用クーラントタンクの機能と重要性
クーラントタンクはガンドリルマシンの性能を高めるために不可欠です。切削油の最適な温度維持や切粉と油の効率的な回収・再利用を可能にします。また、オプションの連続使用仕様では、バルブ開閉によるフィルタの切り替えが容易で、長期間にわたる安定した運用を支えます。
- ガンドリルマシン用クーラントタンクは、切削油をガンドリルに供給し性能を高める。
- 切削加工で発生する切り粉と油を回収し、チップコンベアとフィルターでろ過、再利用する。
- オイルクーラーにより切削油を最適な温度に保つ。
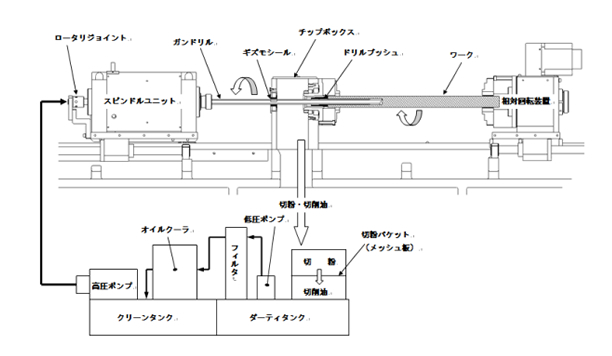
動作に関して:
- ガンドリルから排出される切屑と切削油がチップボックス、チップシューターを経て1次層(ダーティ層)へ運ばれる。
- 大きな切り粉は1次層で除去され、切削油は2次(ダーティ)層へ搬送される。
- 2次層からの切削油はマイクロマグと10μmカートリッジフィルターで細かい切粉を除去。
- サクションフィルターを経て高圧ポンプと圧力調整器(リリーフバルブ)で適正圧力に調整される。
- 最終的にスピンドルのビルトインモーターから高圧ホースを介してガンドリルに供給される。